
5.指輪を貴金属にする為の鋳造工程
お客様に手作りしていただいた結婚指輪のワックス原型は当店で大事にお預かりし、ロストワックス鋳造という方法で貴金属に仕上げていきます。 この、ロストワックス鋳造は一般的にジュエリー製品を作るときの方法と全く同じなのでお客様の結婚指輪も同様のクオリティーに仕上がります。 また、ワックスを原型にしてジュエリー製品にする作り方も一般のジュエリー製品、既製品の結婚指輪の作り方とまったく同じなので、 ワックス部分をプロが作るか、お客様自身で作るかの違いだけで出来上がった結婚指輪の品質は一般の結婚指輪の品質と全く同じになります。
初心者のお客様が手作りするので、プロの職人が作るような手の混んだ細かい細工のワックス原型を作るのは難しいですが昨今の人気の結婚指輪デザインがシンプルになって来ていますので、充分に初心者のお客様でも手作り出来る物になります。 ある程度拘ったデザインの結婚指輪を作るお客様も増えてきましたので、そんなお客様にはプロの職人のサポートで製作すれば製作可能なデザインも多数あります。
このページではお客様に手作りして頂いて、思いのこもった結婚指輪ワックス原型を鋳造によって貴金属になるまでを専門的な事も含めてご紹介いたします。
ワックスツリー
お客様に手作りしていただいた結婚指輪のワックスを鋳造するためにゴム台にくっつける作業です。 大量生産の場合は1本の太い柱状のワックスの回りに沢山のワックスを木の枝状にくっつけて1回の鋳造で沢山の製品が出来るようにします。
当店ではお客様のワックスを1本、もしくはペアで2本のワックスを1つのゴム台にセットしております。 これは、ペアになる結婚指輪をまったく同じ素材で鋳造することで、より一体感を出すように心がけているためです。

お客様が手作りしていただいた甲丸型のシンプルなワックス原型です。 今回はこのワックスをピンクゴールドで鋳造する手順をご紹介します。
鋳造する前に出来るだけワックス表面のキズやホコリをキレイに取り除きます。そうすることで鋳造後の表面も滑らかになり仕上げ時間の短縮に繋がります。 また、余分な研磨によって地金を無駄にすることもないのでコスト削減になり、お客様へリーズナブルな価格で結婚指輪を提供するためにも大事な作業です。

ゴム台と、ワックス原型をゴム台にくっつけるためのワックスペンという工具です。 このワックスペンは折れたり削りすぎたりしたワックスの修正にも使っている道具で先が高温になります。 ワックスを熱で溶かして修復できるのでワックスの原型作りではプロも欠かせない道具です。

ゴム台の上にワックス原型をセットするために枝のようなワックス線をくっつけます。 このワックス線はスプルーワックスと呼ばれる物で、本体の指輪ワックス原型のワックスよりも低温で溶けるようになっています。 そのため、ワックス本体を溶かすことなく原型の形を維持したままスプルーワックスをくっつけることが可能になります。
スプルーワックスには鋳造するワックス原型の大きさにあわせて太さの違う物が数種類あります。 指輪の場合は主に2.0mm~2.5mmのスプルーワックスを使うことが多いです。
スプルーワックスが細すぎると鋳造したときに溶けた地金が指輪の中に流れにくく、太すぎると巣と呼ばれる空洞が地金の中に出来たりします。 また、滑らかに指輪とスプルーを繋げた部分が凸凹だと地金が乱流して巣が出来たりもします。長年の職人の経験と勘でスプルーワックスをくっつけます。

ワックス原型にスプルーワックスをくっつけた所でワックスの重さを量ります。 この重さから指輪に流し込まれる地金がどのくらい必要なのかを算出するためです。
ワックスの重さは軽く、1gに満たないものがほとんどなので小数点第3位まで正確に重さが量れる精密電子測りを使用します。
比重について簡単にご説明いたします。ここで紹介する主な物質の比重は以下のようになります。
水=1
ワックス=1
K18ゴールド=16
プラチナ900=22
比重とは同一体積の重さの比率ということで基準となる比重は水になります。水は1立方cmの重さが1gとなり比重が「1」です。 ゴールドの比重が「16」というのは、水と同じ体積の1立方cmの重さが16倍の16gになると言うことです。 ワックスは水とほぼ同じ比重「1」なので、仮にワックスの重さが1gの場合、同じ体積でゴールドなら16gと計算できます。
写真で見ると実際のワックスの重さが0.270gなので、0.270×16=4.32gのゴールドが必要ということになります。 余談ですが、比重が「1」より小さい物質は水に浮き、「1」より大きい物質は水に沈みます。

ワックスの重さを記録した後にゴム台にスプルー部分を熱で溶かしてくっつけます。 ゴム台にセットするのは見てわかりますがこの段階ではまだ、どのように鋳造されるのかわからないと思います。 さらに説明を重ねて見ていただくと理解出来ると思います。

ワックスをセットしたゴム台に鋳造リングと呼ばれるステンレス製のパイプを切ったようなリングを被せます。 これでワックス部分の準備は終わりです。 この鋳造リングの中に埋没剤と呼ばれる石膏のような素材を流し込んで固めます。
埋没
ワックスをセットした鋳造リングに流し込んで固めるための埋没剤を作ります。 ゴールドとプラチナは溶解温度が違うため、使用する埋没剤は違った物を使用します。
ゴールドの溶解温度は約1000度、プラチナの溶解温度は約1800度です。
ゴールドに使用する埋没剤は石膏系の素材を使用しますが、 プラチナの場合はかなり高温になるため石膏系の埋没剤だと埋没剤自体も溶けて内部にガスが発生し、 鋳造製品の中にガスが入り込んで巣や欠損などが出来てしまいます。 その為、プラチナ鋳造に使用する埋没剤はシリカ系の素材の物を使用します。

埋没剤は最初は小麦粉のような粉の状態で、水と混ぜて液状にして鋳造リングに流し込みます。 埋没剤の粉と水の比率も重要である程度の粘度を持たせた溶液にします。
埋没剤の混水比は使用する埋没剤と鋳造機の鋳造方法によって変わってきます。 当店で使用する鋳造機は真空加圧鋳造機という物で、ゴールド鋳造の混水比は約45%、プラチナ鋳造の混水比は40%にしています。
まず、鋳造リングの体積を求めます。鋳造リングは直径5cm、高さが5.5cmの円柱形をしているので計算方法は 半径2.5cm×半径2.5cm×高さ5.5cm=108立方cmとなります。 比重を水と同じと考えると108gあればちょうどの粉の重さ分量になりますが、少し余るぐらいの埋没溶液を作りたいので1.2倍して約130gとします。
ゴールドの場合の混水比は45%なので130g×45%=58ccの水を混ぜると良いと言うことになります。
よって今回のゴールド鋳造の場合は、埋没粉130g:水58ccの比率で埋没剤溶液を作ります。

埋没剤と水をよくかき混ぜて溶かしますが、良くかき混ぜると液体なので中に気泡が沢山混入してしまいます。 この気泡が入ったまま鋳造リングに流し込むとワックスの回りにも気泡が沢山ついて表面が荒れるだけではなく、乱流が起こって巣の原因にもなります。 この気泡を取り除くために真空脱法機という機械にかけます。
大きなカプセル状の中に埋没剤溶液を置いてカプセル内の空気を抜いて真空状態にしていきます。 そうすることで埋没剤溶液が沸騰したように泡がブクブク浮き上がり、溶液中の気泡が抜ける仕組みです。

気泡を抜いた埋没剤溶液を先ほど準備しておいた埋没リングの中に流し込みます。 リングからあふれないように回りにガムテープなどでカバーしています。

鋳造リングに埋没剤を流し込んだ後で更に真空脱法機にかけて丁寧に気泡を抜いていきます。 石膏系の埋没剤はコンクリートのように短時間で固まってしまうので手早く作業をしなければいけません。

埋没剤を流し込んだ鋳造リングはそのままの状態で固まるまで放置します。 約3~4時間ほどでカチカチに固まりますが、水分が残っているとこの後の焼却するときに埋没剤が崩れることがあるので約1日放置しています。
鋳造
埋没剤が完全に固まると電気炉で焼くと石膏は更にカチカチに陶器のように固まりますが、 中のワックスはロウソクのロウと同じなので溶けて流れだし、固まった鋳造リングの中にワックスと同じ形の空洞が出来ます。 その空洞部分に溶かしたゴールドやプラチナを流し込めば手作りしたワックスと同じ形で貴金属に置き換わるという仕組みです。

完全に固まった鋳造リングをゴム台の部分を外して電気炉で焼きます。 一気に高温にしてしまうと固まった埋没剤が温度変化でひび割れたりするので少しずつ温度を上げていきます。 陶器など焼き物を作るときの電気炉とよく似た作業です。
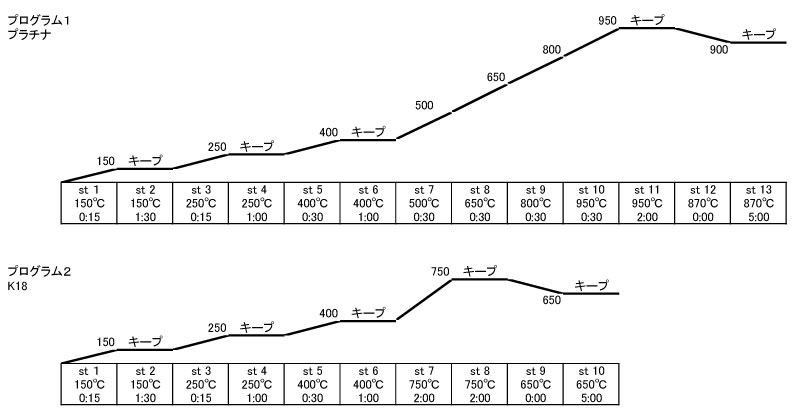
鋳造用の電気炉は温度をプログラムによって管理が出来るようになっています。 当店ではひび割れが出来ないように細心の注意を払って温度管理しています。 出来るだけ時間をかけて温度を上げるようにプログラムを組みました。
ゴールドの場合最高で750度まで温度を上げますが、鋳造流し込みまで10ステップ、約8時間かけて焼却します

鋳造リングを電気炉で焼いている合間に流し込む地金を準備します。 写真は左からプラチナ900、K18ピンクゴールド、K18イエローゴールドです。 今回はピンクゴールドの結婚指輪の鋳造なので真ん中のK18ピンクゴールド地金を使用します。
指輪部分とその指輪に繋げたスプルーワックス分に使用する地金は4.32gが必要と算出しましたが、 実際には押し湯といって圧力を加えて流し込むために必要な地金10gほど加えて15gの地金を用意しました。

鋳造リングが焼き終わったらすぐに鋳造機にセットして鋳造します。 鋳造リングの上に白い丸い穴が空いているのがわかると思いますが、これがルツボになっていてこの穴の中に地金をセットします。

全てセットして機械のスイッチを入れるとマイクロ波によって地金が溶かされます。電子レンジと同じ要領らしいのですが、2000度まで高温になるのがすごいです! 地金が溶けてタイミングを見計らってレバーを手前に倒すと鋳造リングとルツボが傾き、溶けた地金が鋳造リングの空洞部分に流し込まれる仕組みです。 真空加圧式の鋳造機なので、地金を溶かしているときは真空状態に、流し込まれた後は加圧してワックスの溶けた空洞部分にしっかりと流し込まれます。

地金を流し込んで約1分後に鋳造リングごと水につけて急激な温度変化で固まっていた埋没剤を崩壊させます。 キレイに水洗いして出来上がったばかりのピンクゴールド指輪です。 押し湯の部分がついたままの状態ですが、このあと切り離して表面を磨いて仕上げていきます。
結婚指輪のデザイン別による製作方法-目次













